




Phone: (914) 381-2400E-Mail: customerservice@marvalindustries.com
Plastic color becomes real while the material is moving. A finished molded housing, extruded profile, colored tube, or color compounded pellet might look like a simple color choice. Still, the color had to survive heat, pressure, mixing, flow, and cooling before anyone saw the final part. That is where many manufacturers underestimate the process. The question is not only what color the plastic needs to be. The harder question is where the color enters the material and how consistently it travels through the resin before the plastic takes shape.
Plastic is colored during injection molding, extrusion, and color compounding by adding colorants before or during melting processing. The colorant might enter as masterbatch, liquid color, dry color, pre-colored resin, or a fully compounded formulation. Each process handles color differently because each process forms plastic differently.
In injection molding, the plastic color must be ready before the material fills the mold. Plastic pellets feed into a heated barrel, where the screw moves, melts, and mixes the material. If color is added at the machine, masterbatch, liquid color, or dry color enters with the base resin before the molded part forms. The colorant must disperse throughout the molten resin before injection. Once the material enters the mold cavity, the process is no longer mainly mixing color. It is shaping the finished part.
This is why injection-molded color depends on melt behavior. The resin and colorant move as one material before the mold fills, then the plastic cools into the final part. A 2024 technical study on polypropylene injection molding connected finished flow marks to the flow process of polymer melt inside the mold. That connection matters because surface appearance does not come only from mold shape. It also comes from how the molten material moves before it solidifies. If the color system is not stable and well-dispersed before injection, the finished part can show uneven color, streaks, flow lines, or shade variation.
The injection molding machine does not correct a poor color system after the fact. It imparts heat, pressure, flow, and shape to the material. The color still has to be selected, dosed, and dispersed before the part cools. This is why processors pay attention to letdown ratio, carrier compatibility, screw design, back pressure, residence time, and melt temperature. Those details influence how well the colorant moves through the resin. A good color match on paper still has to work inside the molding process.
Extrusion colors plastic during a continuous melt process. Resin and colorant feed into an extruder, where heat and screw rotation melt and mix the material. The colored melt then moves through a die to form sheet, film, tubing, profile, or another continuous shape. Color has to be stable before the material exits the die because the internal color is set as the extruded product forms and cools. Later surface finishing can change appearance, but it does not change the color carried through the plastic.
Extrusion makes color consistency especially important because the product runs continuously. A small shift in colorant feed, melt temperature, dispersion, or material flow can show long lengths of product. A 2022 study described profile extrusion as a continuous production process where molten polymer is pressed through a die to create the desired shape. That process explains why color must be built into the melt before die exit. The die forms the shape, but the resin and colorant have to arrive as a consistent colored melt. If the color varies before the die, the finished profile, sheet, tube, or film will carry that variation forward.
Masterbatch, liquid color, dry color, pre-colored resin, and compounded resin all fit different extrusion needs. A long profile run might need stable color over hours of production. A sheet or film application might expose small shade changes because the surface area is broad and visible.
A tube or profile might need color consistency across wall thickness, cut length, and production lot. The method chosen has to match how the extruded product forms, cools, and gets inspected. For extrusion, color is not a separate step from forming. It is part of the melt stream that becomes the finished product.
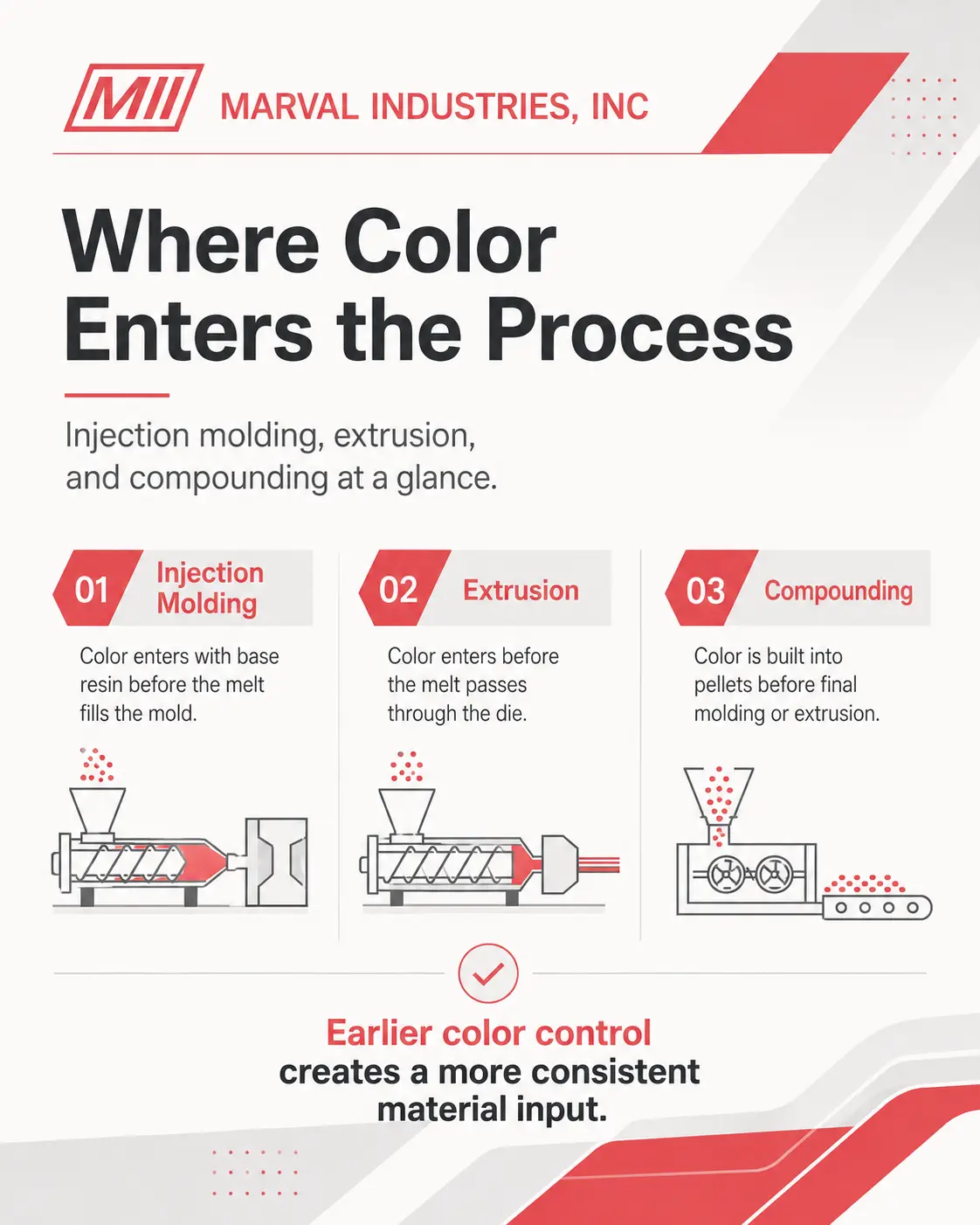
Color compounding moves color selection upstream. Instead of adding color at the molding or extrusion machine, a compounder blends resin, colorants, and, when needed, additives into a controlled formulation. The material is then melted, mixed, extruded, cooled, and pelletized. These finished pellets already contain the required color so that the processor can use them directly as production material.
This approach gives the manufacturer a prepared material before the final forming step begins. That matters because injection molding and extrusion both rely on polymer melt behavior during shaping. The 2024 injection molding study ties finished appearance to melt flow inside the mold, while the 2022 extrusion study describes molten polymer being pressed through a die to form a continuous profile. Both processes depend on how the material behaves while molten. Color compounding helps because the resin and colorant are already combined before that final melt-forming stage. The machine still processes the material, but it starts with a more controlled colored input.
Compounding also helps when color is only one part of the material requirement. The same formulation might need opacity, UV stability, fillers, recycled content, flame retardance, impact modification, or another performance feature. A 2021 pigment-loaded polymer study showed how pigment loading changed optical behavior while the material retained thermoforming ability. That point matters because colorant selection affects the material, not only the appearance. When color, resin, and additives need to work together, compounding gives the formulation a controlled path before the material reaches final production.
Typical reasons include:
Plastic color starts before the finished part exists. Injection molding needs color dispersed before the melt fills the mold. Extrusion requires color to be built into the melt before the material exits the die. Color compounding moves color control earlier by delivering pellets that already contain the required color system. Surface coloring is a separate finishing choice, not a replacement for internal material color. Marval Industries helps manufacturers develop colored plastic materials built around the resin, process, and finished application. Contact Marval Industries to discuss the right color compounding approach for your next plastic product.
315 Hoyt Ave Mamaroneck NY 10543
customerservice@marvalindustries.com
customerservice@marvalindustries.com
(914) 381-2400



