




Phone: (914) 381-2400E-Mail: customerservice@marvalindustries.com

A plastic part does not become red, black, blue, or translucent at the end of production. The color decision usually happens earlier, while the material is still resin, concentrate, melt, or compound. That is easy to overlook because the buyer sees the finished part, not the color system inside it. For a processor, color is not a final decoration step. It is part of how the plastic material is prepared before the part takes shape.
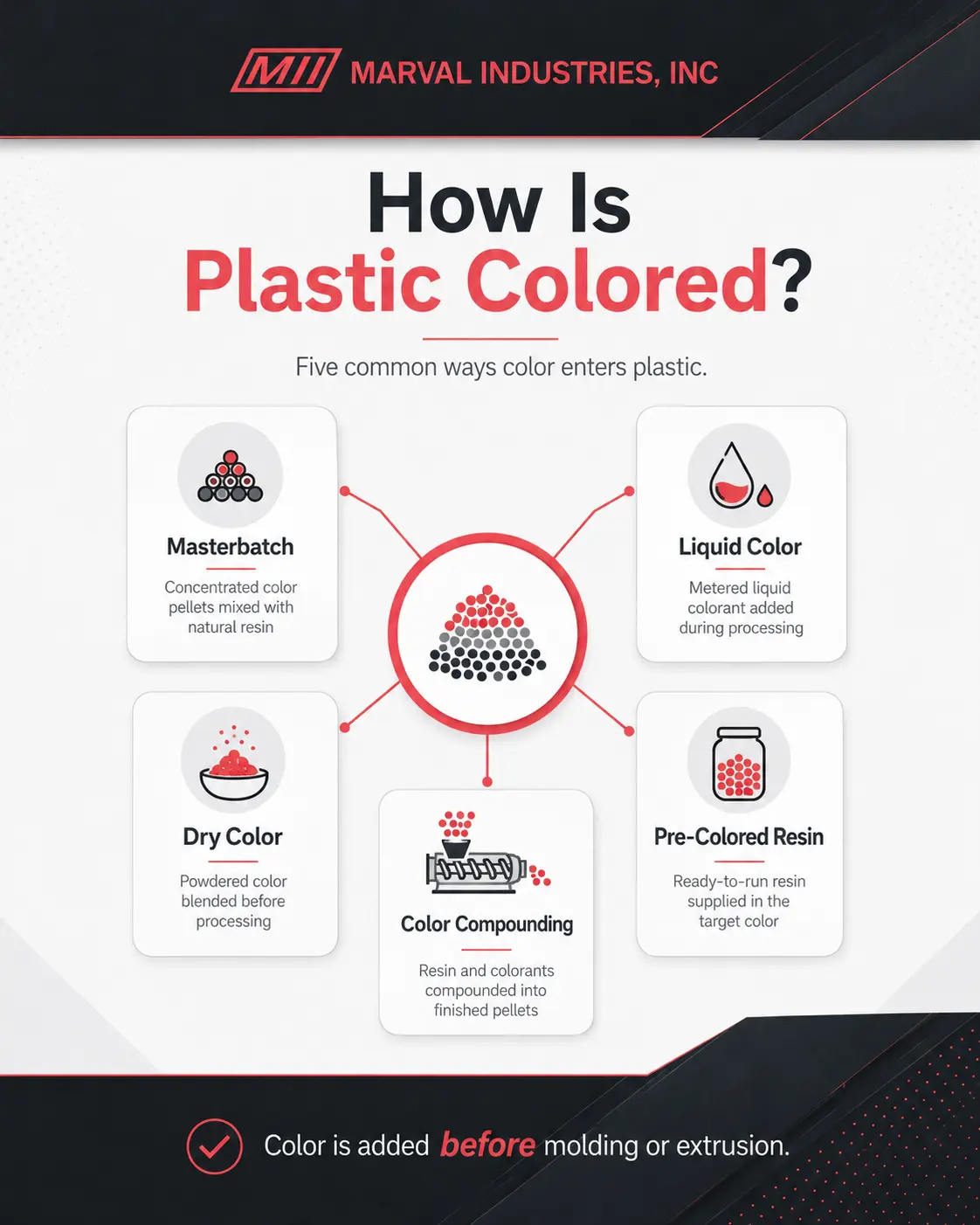
Plastic is colored by adding colorants to the resin before the finished part is made. The colorant might be a pigment, dye, masterbatch, liquid color, dry color, pre-colored resin, or compounded formulation. The main question is not only what color the part should be. The more important manufacturing question is how that color gets into the resin, how evenly it spreads during processing, and whether the finished material holds the intended appearance from run to run.
Coloring plastic means adding a colorant to a polymer resin before or during processing. Once the material is heated and mixed, the colorant moves through the resin and becomes part of the plastic system. That is why a molded or extruded colored plastic part differs from a painted part. The color is not simply sitting on the outside. The material itself carries it.
This process lets manufacturers produce plastic parts in specific colors, opacity levels, tints, finishes, and visual effects. The color target might come from a brand standard, physical sample, color chip, finished component, or technical specification. A 2021 study on pigment-loaded polymers showed that high pigment loading changed optical behavior while the polymer still retained thermoforming ability. That matters because color selection does not sit apart from processing. The pigment or dye must produce the intended appearance while still functioning within the polymer system.
The color does not exist by itself. It needs to work with the resin. Polyethylene, polypropylene, ABS, nylon, PVC, polycarbonate, and other plastics all have different melt behavior, heat sensitivity, natural base color, and processing limits. A color system that works in one resin might fail or shift in another. That is why plastic coloring starts with the material, not the shade alone.
Plastic resin suppliers know timing is everything. Color is usually added before the plastic part is formed. The resin and colorant enter the manufacturing process together, then heat and mixing distribute the color through the material. This timing matters because the part forms after the polymer reaches a flowable state. If the color is not present before or during that melt stage, it will not become part of the plastic throughout the finished part.
Injection molding shows why this timing matters. In that process, plastic pellets melt before the material fills the mold cavity. A 2024 technical study on polypropylene injection molding connected finished surface defects to the flow process of polymer melt inside the mold. That supports the manufacturing logic behind internal plastic coloring. The color system needs to be present and dispersed before the molten polymer fills the mold, because the molded part takes its final shape from that flowing material.
Extrusion follows the same core principle, even though the process is different. Instead of filling a mold cavity, extrusion pushes molten polymer through a die to form a continuous shape. A 2022 study describes profile extrusion as a continuous process that manufactures plastic profiles from molten polymer pressed through a die. That is why color is added before or during extrusion, not after the profile, sheet, film, tube, or other shape has already formed. The color needs to travel with the polymer melt as the material becomes the finished continuous product.
Plastic also gets color after forming through painting, printing, coating, decorating, or labeling. Those methods change the surface appearance. They do not color the plastic material throughout. Internal coloring is used when the plastic itself needs to carry the color. Surface coloring is used when the product needs graphics, texture, branding, or an exterior finish.
What Is Used to Color Plastic?
Plastic is colored with colorants. The two broad categories of colorants are pigments and dyes. Pigments are solid color particles that disperse through the resin. Dyes create color differently and are often used when transparency, tinting, or optical clarity matters. The right choice depends on resin type, process temperature, appearance target, durability needs, and final use.
Pigments are widely used because they provide strong color, opacity, and durability across many plastic applications. They must disperse through the melted resin rather than remain clumped or uneven. The 2021 pigment-loaded polymer study is useful here because it showed pigment loading inside commercially available polymers while the material still retained formability. That supports the point that a pigment is not only a visual ingredient. It has to function inside a polymer that still needs to be processed into a useful form.
Dyes are useful when the goal is color without the same level of opacity. Clear, translucent, and tinted plastics often rely on color systems that preserve light transmission. The choice between pigment and dye should start with what the part needs to look like and how the resin will be processed. A clear tinted part, an opaque industrial housing, and a bright branded component do not require the same color system. Each one places different demands on the colorant, carrier, resin, and process.
Colorants are usually delivered into plastic through a handling system. That system might be a masterbatch pellet, liquid color, dry color, pre-colored resin, or fully compounded material. The carrier matters because it affects how the colorant enters the resin and how well it disperses during processing. A poor carrier choice or a weak dispersion path can create inconsistency even when the target color appears correct on paper.
Plastic can be colored in several ways, but the decision is not only about appearance. Each method changes where the color enters the resin, how much mixing happens at the machine, and how much control the manufacturer has before the part is made. The right choice depends on the resin, color target, production process, part requirements, and tolerance for variation.
The main difference is timing. Some methods add color at the molding or extrusion machine. Others supply material that already contains the target color before production starts.
| Method | How it works | Where color enters | Best fit |
| Masterbatch | Concentrated color pellets are blended with natural resin | At the molding or extrusion machine | Flexible production with controlled dosing |
| Liquid color | Pigment or dye is carried in liquid form and metered into the process | At or near the machine feed system | Fast color changes and selected molding setups |
| Dry color | Powdered colorant is mixed with resin before processing | Before machine feed | Simple applications with careful handling |
| Pre-colored resin | Resin arrives already matched to the target color | Before the processor receives it | Consistent production with fewer machine-side variables |
| Color compounding | Resin, colorants, and selected additives are mixed into finished pellets | Upstream during compounding | Higher control and repeatable material behavior |
Masterbatch gives manufacturers flexibility because one natural resin inventory can support multiple colors. Liquid color works best when the equipment can accurately meter the colorant and keep the feed system clean. Dry color is direct, but it depends heavily on even powder distribution before processing. Pre-colored resin reduces machine-side blending because the material arrives in the target color. Color compounding moves the most control upstream by building color into the resin before molding or extrusion begins.
The method matters because the color has to survive the same process that forms the part. Injection molding depends on how molten polymer flows into the mold, and extrusion depends on how molten polymer moves through a die. A 2024 study on polypropylene injection molding connected finished flow marks to the flow process of polymer melt inside the mold, while a 2022 study described profile extrusion as a continuous process that forms plastic profiles from molten polymer pressed through a die. These sources support the same practical point: color must be selected and introduced in a way that matches melt behavior during production. The finished color comes from the interaction between resin, colorant, heat, mixing, and forming, not from the colorant alone.
Plastic color starts with the resin, the process, and the finished product requirements. The right method should match how the material will be molded, extruded, compounded, finished, tested, and used. Masterbatch, liquid color, dry color, pre-colored resin, and color compounding all serve different production needs. If the color needs to be consistent, repeatable, and compatible with the material, the formulation should be planned before production starts. Marval Industries helps manufacturers develop colored plastic materials built around resin type, application, and processing method. Contact Marval Industries to discuss the right color compounding approach for your next plastic product.
315 Hoyt Ave Mamaroneck NY 10543
customerservice@marvalindustries.com
customerservice@marvalindustries.com
(914) 381-2400



