



Phone: (914) 381-2400E-Mail: customerservice@marvalindustries.com
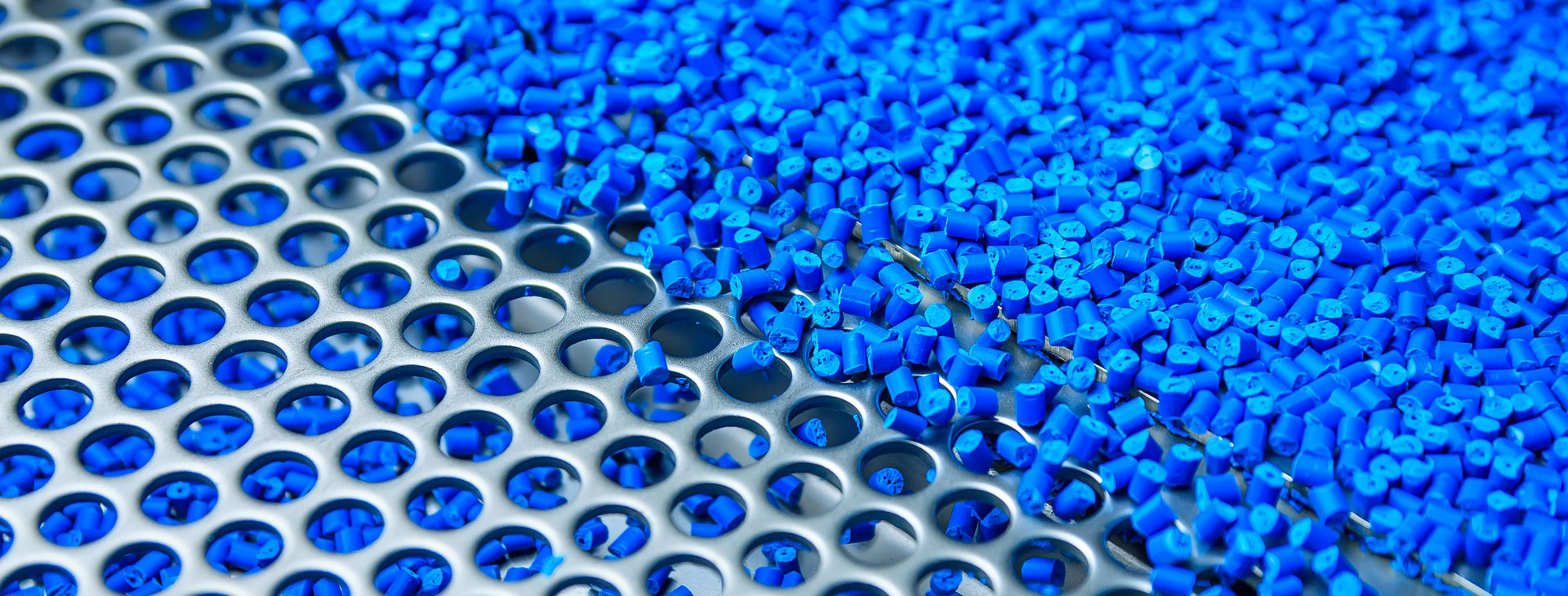
Traditional color compounding uses a variety of raw ingredients to be transformed into a colorful final product. At the factory, the materials are transported to the highest level of the compounding building where they are manually distributed into different feeders. Most producers and consumers of compounded plastics need a multitude of characteristics from there plastic item. For instance, a consumer could require their color compounded plastic to be ultraviolet, temperature resistance, or flexible. The only way to achieve this effect is to introduce additives to the virgin plastic feed stock, before compounding happens. These raw additives are primarily a powdery substance that contains varying handling and flow characteristics. For instance, if a plastic is desired to be stronger, Talc will be added to the virgin feed stock. The different ingredients are processed through an “in-line” mixer, which transports the materials directly to the extruder.
The majority of the raw material is stored in the bulk silo. From there, it is transported to the loss-in weight feeder, which keeps the in line mixer stocked. An assembly line worker operates the big back station, as well as the sack drum and tip units. Additives are supplied to the in line mixer from the big bag station and sack tip units.
Many traditional color-compounding operations need a gravimetric feeder to provide the correct materials to the feeder. The loss-In-weight feeder ensures that a consistent mass flow rate is provided to the extruder. Repeated use of the feeder has proven that it is the most efficient option for traditional methods of compounding. To ensure the accuracy of additives into the feeder, the loss in weight feeder uses a minute-by minute basis. These types of feeders must be filled on a periodic basis. The source of the refill is derived from “refill hopper”, which is often situated above the feeder itself. As a gravimetric feeder, the LIW uses gravity as a flow initiator. While in refill mode, the feeder is stocked with more material which is contrary to the standby mode. The feeder is generally controlled by a special software system that moderates feed rates and refill speed. Typically, the speed rate should be between 9 and 10 times the maximum federate of the feeder. This type of traditional process allows for color compound operations to manage a wide variety of grades of plastics. Once everything is combined in the in line mixer, it is transported to via pipe to the extrusion unit.
Related Reading315 Hoyt Ave Mamaroneck NY 10543
customerservice@marvalindustries.com
customerservice@marvalindustries.com
(914) 381-2400


